
Don’t Run Out on Runout!
Published by Jim Driscoll on 24th Oct 2023

To optimize Triatic plated wheel performance in high precision grinding applications, pay attention to runout!
Electroplated superabrasive wheels have only one layer of abrasive electroplated onto a steel preform. Unlike bonded wheels, which have multiple layers of abrasive, plated wheels cannot be dressed to run true. The steel preform must be made dimensionally and geometrically accurate and the wheel mounted correctly on a balanced grinding spindle to run true. The truer the plated wheel runs, or the less runout in the wheel, the better it will perform. Next to grit size selection, minimizing runout is the most important factor in electroplated wheel performance. Let’s examine why this is;
THE ACHILLES HEEL
The benefit of using plated superabrasives for grinding is that they don’t need to be dressed, stay sharper longer and wear much more slowly compared to conventional abrasives like aluminum oxide or silicon carbide.
If used properly, cycle times and wheel cost are an order of magnitude better than conventional abrasives. However, plated superabrasives have an achilles heel– vibration and impact. Too much vibration or impact in a grinding operation can crack, dislodge, underutilize, or otherwise damage superabrasive plated wheels. What can cause vibration and impact? You guessed it – runout.
WHAT IS RUNOUT?
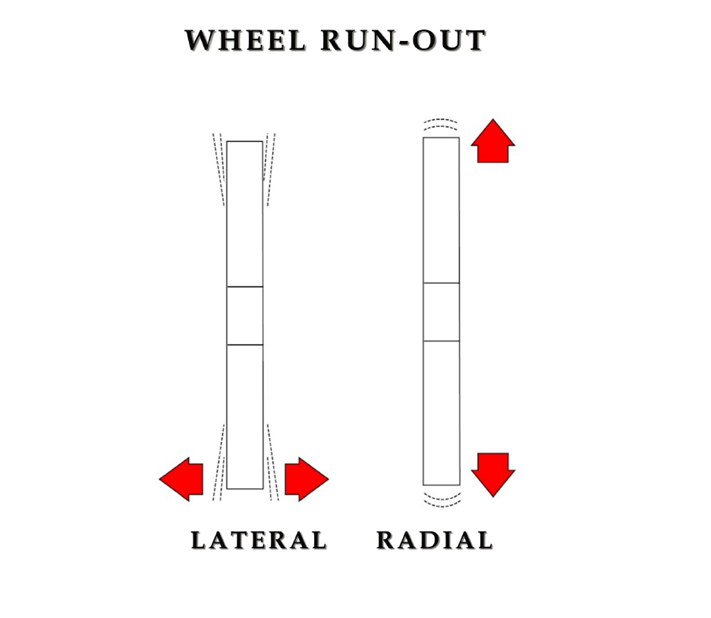
As you can see in the illustration above, where there is a gap caused by runout, whether radial or lateral, two things are happening which are detrimental to wheel performance. One, there is impact right after the gap – the abrasive is taking a pounding, exposing its achilles heel, and reducing wheel life. Two, the abrasive in the gap is barely being used, resulting in poor abrasive utilization and an inefficient grinding process.
MAXIMIZING TRUTH AND MINIMIZING RUNOUT
Understanding all this we can see how important it to take the necessary steps to minimize runout in plated wheel operations. Here is a list of things to consider for maximum plated wheel performance:
1. Make sure to utilize precision blanks. Prints should call out a maximum of .0005” runout, preferable less
2. Balance larger wheels – wheels with a lot of mass (equivalent to >8” diameter and >2” width) should be dynamically balanced.
3. Use the stiffest, heaviest base machine possible
4. Make sure the part fixturing is solid and stable
5. Machine spindle must run true with a few tenths
6. Indicate the wheel to a maximum of .0005”, preferably less
So, don’t run out on runout! Pay attention to this important part of the electroplated grinding process and maximize your grinding operation efficiency.